
丹佛斯MCO305運(yùn)動(dòng)控制器的電子凸輪功能在色標(biāo)定長(zhǎng)橫切機(jī)上
上海津信變頻器有限公司
摘要: 丹佛斯FC300高性能驅(qū)動(dòng)器加上新一代MCO305高速運(yùn)動(dòng)專用控制器,能實(shí)現(xiàn)高精度高響應(yīng)速度的電子凸輪同步控制功能,可以應(yīng)用于紙箱或紙袋機(jī)的色標(biāo)定長(zhǎng)橫切上。電機(jī)可以選用異步或同步伺服電機(jī)。支持各種各樣的電機(jī)反饋裝置,從增量編碼器、絕對(duì)位置編碼器一直到旋轉(zhuǎn)變壓器。本文就丹佛斯MCO305電子凸輪功能在色標(biāo)定長(zhǎng)飛剪上的應(yīng)用加以詳細(xì)論述。
Abstract:
Key words :
The Application of Danfoss MCO305 Motion Controller E-CAM Function in Mark fixed Length Across Cutting Machine
摘要:丹佛斯FC300高性能驅(qū)動(dòng)器加上新一代MCO305高速運(yùn)動(dòng)專用控制器,能實(shí)現(xiàn)高精度高響應(yīng)速度的電子凸輪同步控制功能,可以應(yīng)用于紙箱或紙袋機(jī)的色標(biāo)定長(zhǎng)橫切上。電機(jī)可以選用異步或同步伺服電機(jī)。支持各種各樣的電機(jī)反饋裝置,從增量編碼器、絕對(duì)位置編碼器一直到旋轉(zhuǎn)變壓器。本文就丹佛斯MCO305電子凸輪功能在色標(biāo)定長(zhǎng)飛剪上的應(yīng)用加以詳細(xì)論述。
關(guān)鍵詞:電子凸輪 色標(biāo)定長(zhǎng)飛剪
Abstract: Danfoss FC300 series high performance servo driver has E-CAM synchronous control function with new generation MCO305 high speed motion control option card. It can be used in mark fixed length across cutting machine needed in bagging or paper box industry. The motor can either be asynchronous motor or synchronous motor. It support all kinds of motor feedback devices, from incremental encoder, absolute encoder to resolver. The thesis describe the application of MCO305 E-CAM function used in mark fixed across cutting machine in detail.
Keywords: E-CAM Mark Fixed Length Cut
引言:定長(zhǎng)或色標(biāo)定長(zhǎng)紙箱、紙袋橫切機(jī)是紙袋機(jī)和瓦楞紙箱機(jī)的關(guān)鍵設(shè)備。隨著生產(chǎn)速度和精度要求的提高,對(duì)驅(qū)動(dòng)器和控制器的性能和響應(yīng)要求也越來(lái)越高。以前的解決方案一般使用專用的運(yùn)動(dòng)控制器和伺服驅(qū)動(dòng)器。丹佛斯公司的FC302伺服驅(qū)動(dòng)器結(jié)合MCO305運(yùn)動(dòng)控制卡提供的電子凸輪色標(biāo)同步功能,為這個(gè)行業(yè)提供了一種一體化的易用的解決方案,用戶只需要設(shè)置幾個(gè)簡(jiǎn)單的參數(shù),就能實(shí)現(xiàn)任意切割長(zhǎng)度、任意切割位置的實(shí)際生產(chǎn)需求,操作和調(diào)試也非常簡(jiǎn)便。
一、MCO305運(yùn)動(dòng)控制器功能簡(jiǎn)介
MCO305硬件I/O端口配置:
• 兩個(gè)編碼器接口
支持增量編碼器,單圈或多圈SSI絕對(duì)位置編碼器,Hiperface接口編碼器。
• 10個(gè)數(shù)字量輸入
• 8個(gè)數(shù)字量輸出
• 1個(gè)RS485通訊口
• 1個(gè)CANOpen通訊口
• 另外還可以利用變頻器本體的全部資源。
MCO305與變頻器的通訊結(jié)構(gòu):

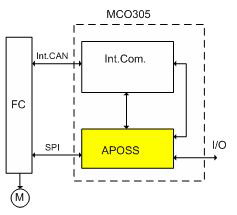
系統(tǒng)內(nèi)部有兩條通訊總線,一條是SPI總線,速度較高,專門用于傳遞編碼器信號(hào)和變頻器速度給點(diǎn)指令;另一條是CAN總線,處理相對(duì)來(lái)說(shuō)響應(yīng)要求不高的數(shù)據(jù)和指令。
二、 MCO305運(yùn)動(dòng)控制器電子凸輪功能
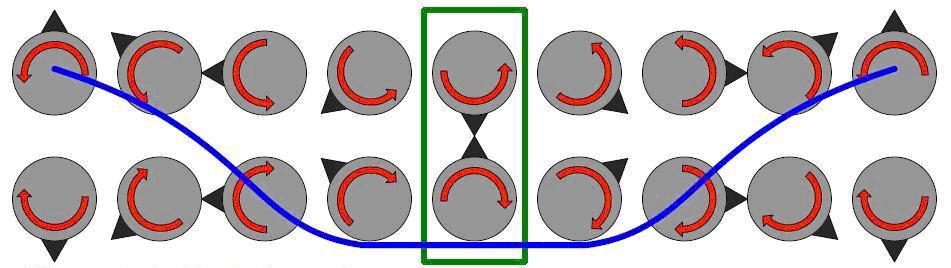
MCO305的電子凸輪同步功能允許用戶按預(yù)先定義好的從軸-主軸位置關(guān)系曲線(電子凸輪曲線),控制從軸運(yùn)行。電子凸輪同步還可以在附帶色標(biāo)修正信號(hào)的情況下執(zhí)行,這在紙袋機(jī)中是必須的,因?yàn)橐笄械肚懈铧c(diǎn)正好在色標(biāo)上。
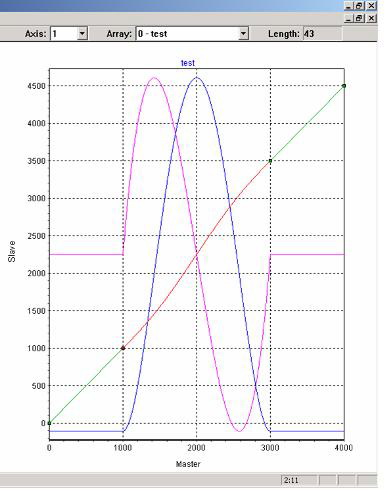
丹佛斯的編程軟件Aposs內(nèi)含電子凸輪曲線編輯工具,用戶首先填表定義電子凸輪曲線的固定點(diǎn),然后編譯器借助樣條曲線差補(bǔ)從固定點(diǎn)計(jì)算曲線。編譯器計(jì)算時(shí)根據(jù)轉(zhuǎn)矩最小原理進(jìn)行了優(yōu)化。為了防止在重復(fù)的曲線周期下發(fā)生速度跳變,開始和結(jié)束時(shí)的速度是相等的。
差補(bǔ)曲線有3次曲線、5次曲線、切線和梯形共4種,電子凸輪切割時(shí)要求切刀速度與主機(jī)線速度同步,同步區(qū)的電子凸輪差補(bǔ)曲線要定義為切線,這樣從機(jī)與主機(jī)的速比就能維持為常數(shù)保持不變。
電子凸輪曲線輪廓在MCO305內(nèi)部是以數(shù)組方式保存的,用戶可以用DIM指令和SETCURVE命令調(diào)用數(shù)組。電子凸輪同步時(shí),用戶可以在線修改電子凸輪曲線。新的電子凸輪曲線將在下一個(gè)凸輪周期開始時(shí)自動(dòng)被調(diào)用,用戶不需要操心電子凸輪曲線切換的問題。
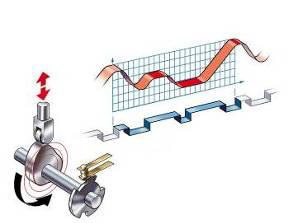
三、色標(biāo)定長(zhǎng)切割的工藝要求:
|
定長(zhǎng)切割的工藝圖 |
此內(nèi)容為AET網(wǎng)站原創(chuàng),未經(jīng)授權(quán)禁止轉(zhuǎn)載。